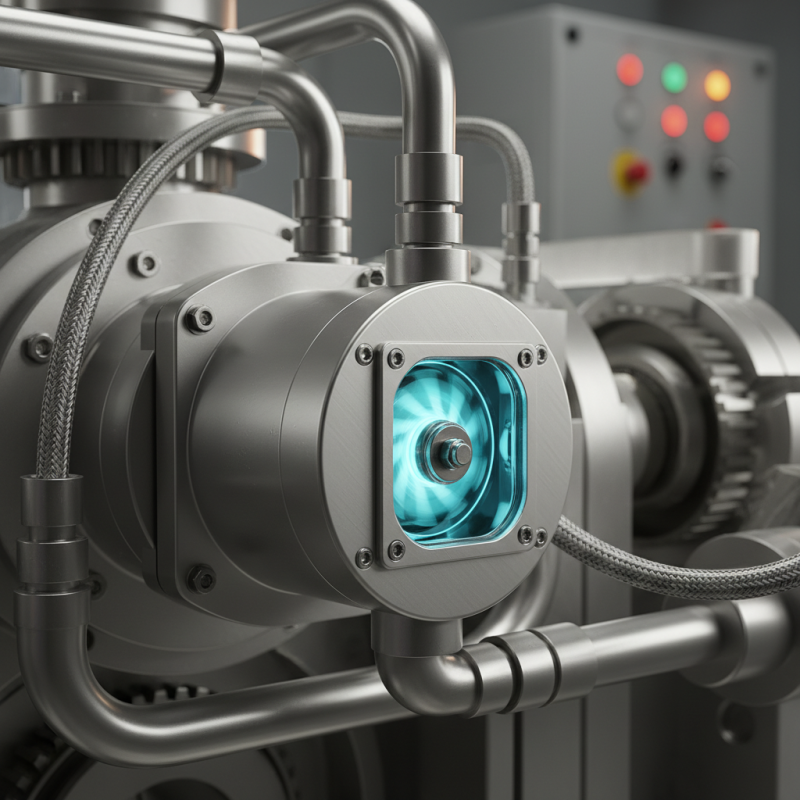
In the realm of industrial machinery, the role of a Coolant Pump is critical. According to Dr. Emily Carson, a leading expert in mechanical engineering, "A Coolant Pump is the heartbeat of any machine, ensuring optimal performance." This statement underscores the significant function of this component.
Coolant Pumps circulate fluid to maintain temperature control in machinery. Without them, overheating can occur, leading to costly damage. In many operations, machinery can fail due to inadequate cooling. This highlights the importance of choosing the right Coolant Pump for specific applications.
A flawed pump can disrupt operations and cause delays. Regular maintenance is essential to ensure reliability. Neglecting this aspect can lead to increased downtime and repairs. The Coolant Pump may seem small, but its impact is substantial. Dependable cooling can prevent catastrophic failures, making its role irreplaceable.
A coolant pump is essential in machinery operation. It plays a crucial role in maintaining optimal temperatures. Overheating can lead to equipment failure and increased maintenance costs. Data shows that machinery downtime can cost companies an estimated $250,000 per hour. Effective coolant circulation can significantly reduce these costs.
Regular inspection of coolant pumps can prevent disasters. A worn-out pump may not circulate coolant efficiently, leading to overheating. It's vital to replace pumps that show signs of wear. Industry reports suggest that 30% of machinery failures are linked to inadequate cooling.
Tips: Always monitor coolant levels. Ensure that the pump is functioning properly by checking for vibrations or unusual noises. Pursuing a maintenance schedule can extend the life of your equipment. Simple steps can lead to better performance and lower operational costs.
: Coolant pumps regulate temperatures, preventing overheating and damage to equipment.
Machinery may overheat, leading to downtime and costly repairs.
When a pump fails, production stops, resulting in idle workers and lost revenue.
Costs include immediate repairs, lost productivity, and potential long-term maintenance issues.
An optimal coolant pump should operate at least 80% efficiency.
Maintaining the recommended flow rate is vital for effective cooling and preventing overheating.
Effective pumps should keep pressure within the 30 to 50 psi range for consistent circulation.
Regular inspections help detect performance issues before they lead to serious failures.
Elevated temperatures may signal coolant system failures or inefficiencies.
Regular maintenance and monitoring of key performance indicators can enhance reliability and reduce costs.
The coolant pump plays a crucial role in maintaining the efficiency of machinery by ensuring that the operating temperatures remain within optimal limits. This is essential not only for the longevity of the equipment but also for preventing overheating, which can lead to severe operational issues. In industrial settings, the coolant pump is responsible for delivering vital coolant to various components, thereby significantly impacting overall performance and operational costs.
Failures in coolant pump functionality can result in increased downtime and expensive repairs, making its reliability paramount. To effectively gauge the performance of coolant pumps, several key performance indicators can be analyzed, including flow rate and temperature consistency. Moreover, advancements in coolant pump technology continue to enhance their efficiency, offering greater benefits to machinery by improving energy consumption and minimizing maintenance needs. Understanding the importance of coolant pumps is vital for any organization looking to optimize their machinery operations.