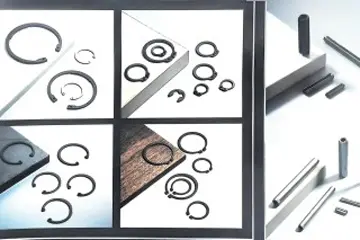
Internal retaining rings, also known as bore circlips, are critical components in modern mechanical engineering. In an era where precision and durability define industrial success, the demand for CE-certified internal retaining rings has surged globally. These components are essential for securing parts on shafts or within housings, preventing axial movement in everything from high-speed turbines to delicate medical equipment.
The global fastener market is projected to reach billions by 2030, driven by the expansion of the automotive and aerospace sectors. Precision-engineered retaining rings are at the heart of this growth.
CE Certification is no longer optional. For European and North American markets, it serves as the ultimate benchmark for safety and performance reliability in critical assemblies.
Transitioning from standard carbon steel to high-performance alloys like stainless steel and phosphor bronze, ensuring corrosion resistance in extreme environments.
As industry 4.0 matures, the role of internal retaining rings is evolving. Procurement teams are moving beyond "unit price" and focusing on Supply Chain Resilience and Total Cost of Ownership (TCO).
Modern manufacturing lines require retaining rings with consistent tolerances to prevent jamming in automated installation tools. Our rings are optimized for high-speed robotic workflows.
In electronics and robotics, components are getting smaller. We specialize in micro-sized retaining rings that maintain high tension even at diameters of just a few millimeters.
Global buyers in the US, Canada, and Russia are seeking "Hub-and-Spoke" sourcing. As a premier Chinese factory, we offer the scale of a global leader with the agility of a local partner.
Purchasing internal retaining rings involves complex technical specifications. Our service team provides Full-Lifecycle Support: from initial material selection and stress analysis to custom prototype development and high-volume fulfillment. We bridge the gap between complex engineering requirements and cost-effective manufacturing.
Boasting 20 years of experience in manufacturing electric vehicle parts and precision fasteners, we have a strict quality management system with technology R&D and large-scale production advantages.
The Hebei Province New Energy Vehicle Engineering Standard Laboratory has been built to support cutting-edge product R&D and performance testing, covering key tech areas with high barriers.
Passed ISO/TS16949 by German Rhine in 2008. We implement full-process quality control, ensuring reliability that meets the needs of leading vehicle manufacturers.


Our CE-certified internal retaining rings are designed for versatile use across diverse industrial environments. From the automotive hubs of Germany to the energy sectors in North America.
Securing bearings and gears in electric water pumps and transmission systems. Our rings withstand the high-frequency vibrations of modern NEVs.
In pneumatic and hydraulic cylinders, our internal rings ensure that pistons remain perfectly aligned under high-pressure cycles.
Wind turbine gearboxes and solar tracking motors rely on our fastener integrity to endure outdoor environmental stressors for decades.









The global manufacturing pivot towards China isn't just about cost—it's about the integration of Speed, Scale, and Sophistication. Our facility represents the pinnacle of this evolution.
We source raw materials locally and handle everything from stamping to heat treatment and surface finishing in-house. This reduces lead times by 30% compared to fragmented western supply chains.
With our automated SMT and assembly lines, we can switch between standard ISO/DIN sizes and custom OEM specifications without heavy setup fees, allowing for flexible ordering.
By leveraging large-scale production (annual output of 1.2M+ units for certain components), we pass on the economies of scale to our global partners, ensuring premium quality at competitive pricing.

Hebei Shenhai recognized as a long-term core supplier, showcasing strength at the Commercial Vehicle Conference.
Insulation monitors are critical for high-voltage failure detection, ensuring operational safety in NEVs.

Our accelerator pedals utilize non-contact Hall effect sensing for extreme longevity and stability.