The global automotive brake air hose market is witnessing a paradigm shift. As logistics and heavy-duty transportation expand across Europe, North America, and Southeast Asia, the demand for high-reliability pneumatic systems has surged. Today’s industrial landscape requires more than just a hose; it demands a system that can withstand extreme pressures and environmental stressors.
Technological convergence is the leading trend. We are seeing a move towards lightweight synthetic materials that offer superior ozone resistance compared to traditional natural rubber. Furthermore, the integration of smart sensors into pneumatic lines for real-time pressure monitoring is becoming a standard in high-end commercial vehicle fleets.
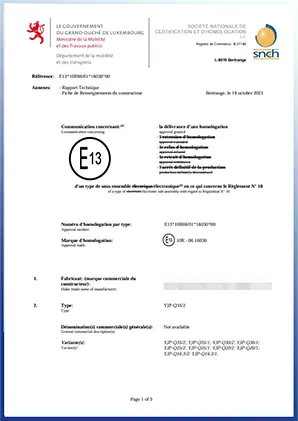
For international procurement, CE Certification is not just a label—it's a gateway. It ensures that the manufacturer adheres to stringent safety, health, and environmental protection standards. Our CE-certified brake air hoses guarantee compliance with European safety directives, providing peace of mind for distributors and OEMs worldwide.
In the complex architecture of a commercial vehicle's braking system, the Brake Air Hose serves as the critical artery. It transmits compressed air to the brake chambers, a process where failure is simply not an option. As a leading manufacturer, we understand that a single micro-crack can lead to a catastrophic loss of braking power. This is why our R&D focus is on multi-layer reinforced structures that combine EPDM rubber for weather resistance and high-tenacity polyester braiding for burst strength.
In the current globalized economy, procurement managers from Germany, Canada, and Australia have moved beyond "lowest price" sourcing. They now prioritize:
Our products are engineered for diverse environments. In North America, our hoses are optimized for the long-haul trucking industry where durability over thousands of miles is key. In Southeast Asia, we focus on high-humidity and high-salt-mist resistance for coastal transportation. In Europe, our CE-certified products fit perfectly into the strict regulatory frameworks of the logistics sector.

The Hebei Province New Energy Vehicle Engineering Standard Laboratory has been built to support cutting-edge product R&D and performance testing, covering key tech areas with high barriers. We launched China's first magnetic water pumps and three-way high-voltage insulation monitors, using advanced tech for precise monitoring and diagnosis.

Passed ISO/TS16949 by German Rhine in 2008. We implement full-staff quality management, following TS16949 in all processes to meet the needs of multiple vehicle manufacturers. Our factory features full-automatic SMT and over ten assembly & testing lines for superior consistency.

Our factory and R&D base span over 35,000 sqm. The annual output reaches 1.2 million electronic accelerator pedals, 300,000 magnetic water pumps, and 50,000 insulation monitors. Our products are widely used in new energy vehicles, energy storage, and battery temp control.
Value of Exports
Years of Experience
Invention Patents
Countries Serviced
Trusted by industry leaders worldwide








Our factory, Hebei Shenhai, is a long-term SANY-recognized core supplier, providing global access to quality components.
Read More →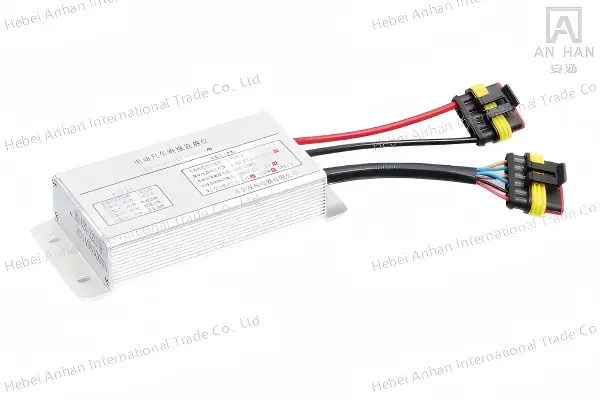
Insulation monitors provide real-time detection of high-voltage failures in new energy vehicles.
Read More →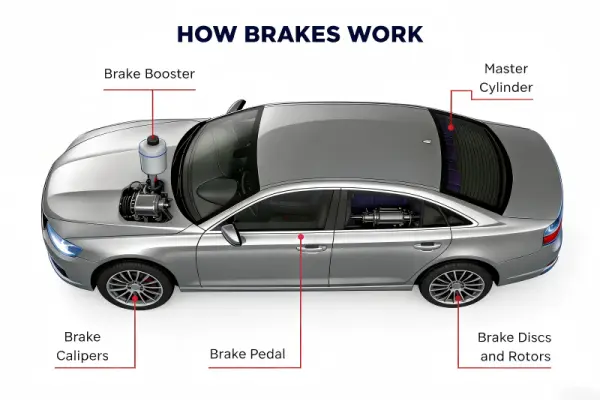
A deep dive into automotive braking performance measurements and the impact of electrification.
Read More →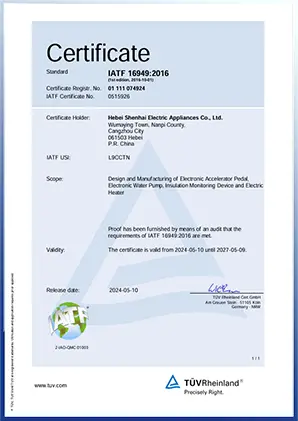


"Emma handled the process very well and professionally. Great to work with her. The pumps are for a prototype and the manufacturer modified the PWM signalling as requested."
 Satisfied Global Client
Satisfied Global Client











