Our product quality is fully guaranteed, more than selling, your ideal choice.
In the contemporary industrial landscape, the mandate to "Change The Water Pump" has evolved from a simple maintenance task to a strategic technological upgrade. Globally, the water pump market is undergoing a seismic shift from traditional mechanical belt-driven systems to intelligent, electronic, and high-efficiency Brushless DC (BLDC) solutions. This transition is primarily driven by the exponential growth of the New Energy Vehicle (NEV) sector, energy storage systems, and the urgent need for carbon neutrality in industrial manufacturing.
Today, water pump suppliers are no longer just component manufacturers; they are thermal management architects. The global market, valued at billions of dollars, is demanding pumps that offer precision control, long-term reliability, and seamless integration with IoT (Internet of Things) protocols for real-time monitoring. For international buyers, the search for CE Certification Change The Water Pump Suppliers is a quest for quality assurance and compliance with the stringent safety standards of the European Union and beyond.
The industry is currently defined by three major trends: 1. Intelligent Control: Integration of PWM (Pulse Width Modulation) and CAN bus communication allows pumps to adjust flow rates based on actual heat loads, saving up to 40% energy. 2. High Voltage Adaptability: As EVs move toward 800V architectures, water pump factories are developing high-voltage insulation technologies to ensure safety. 3. Material Innovation: Transitioning to lightweight, corrosion-resistant polymers and advanced magnetic materials to extend service life to over 20,000 hours.
Critical for battery cooling and motor thermal management in EVs. Procurement focuses on EMI/EMC compliance and high-efficiency heat dissipation.
Industrial-scale battery banks require constant liquid cooling to prevent thermal runaway. Reliability is the #1 priority for global infrastructure projects.
Applied in hydrogen fuel cells and commercial trucks. Localized needs in North America and Europe emphasize robust performance in extreme temperatures.
Global enterprises are increasingly looking for factory-direct partnerships in China. Why? Because the supply chain ecosystem in China allows for rapid prototyping, cost-competitive mass production, and a high degree of customization. Whether it is a specialized PWM signal requirement for a European prototype or a high-pressure demand for a North American industrial cooling loop, our factory provides the localized engineering support necessary for success.

The Hebei Province New Energy Vehicle Engineering Standard Laboratory supports cutting-edge performance testing. We launched China's first magnetic water pumps and three-way high-voltage insulation monitors, using advanced tech for precise monitoring and diagnosis.

Passed ISO/TS16949 by German Rhine in 2008. We implement full-process quality control and utilize automated SMT lines with over ten assembly & testing lines for superior consistency and efficiency.

Our 35,000 sqm R&D base produces 1.2 million accelerator pedals and 300,000 magnetic water pumps annually. Our products are widely used in energy storage, hydrogen fuel cells, and battery temp control.
Stable cooperative relations with leading companies like Zhengzhou Yutong, Geely, BAIC, and JAC. Our international layout covers France, Canada, Russia, and the United States.








Our CE Certification ensures that every water pump meets safety, health, and environmental protection requirements for the European Economic Area.
"Emma handled the process very well and professionally. Great to work with her. The pumps are for a prototype and the manufacturer modified the PWM signalling as requested."
— International Prototype Manufacturer"The reliability of these magnetic pumps in our energy storage systems has been outstanding. The CE certification made the import process seamless."
— European Energy Partner
Hebei Shenhai is a long-term SANY-recognized core supplier. We provide global access to quality components...
Critical for EV safety, providing real-time detection of high-voltage failures to prevent electrical hazards...

Utilizing non-contact Hall effect sensing for long lifespan and high stability in both floor-mounted and suspended models...
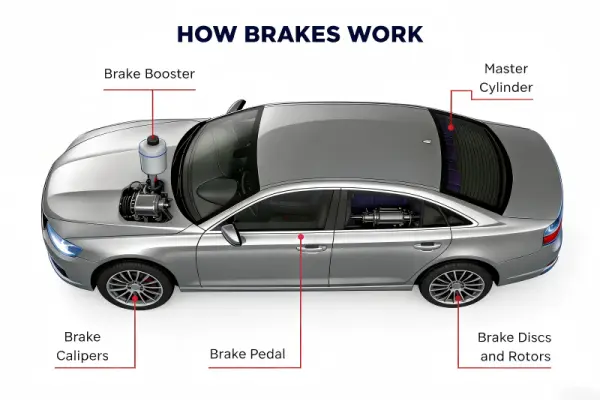
Discussing how electrification is changing brake technology and key performance measurements for safety...
When searching for a "CE Certification Change The Water Pump Supplier," it is vital to understand the technological backbone required for high-performance coolant delivery. At our state-of-the-art facility in China, we integrate the entire lifecycle of water pump manufacturing—from initial R&D in our provincial-level laboratory to large-scale automated assembly. As global industries pivot toward sustainable energy, the cooling requirements of high-voltage battery systems and hydrogen fuel stacks become increasingly complex. Our electronic water pumps, ranging from 55W to over 1000W, are designed to meet these challenges head-on.
Quality isn't just a buzzword; it's a measurable standard. Following the ISO/TS16949 guidelines established by the German Rhine, our production lines utilize full-automatic SMT technology. This ensures that every circuit board in our electronic water pumps is free from defects and capable of operating in harsh automotive environments (from -40°C to +125°C). For industrial buyers, this means reduced downtime and lower total cost of ownership (TCO).
For our clients in the European Union and North America, CE certification is the gateway to market entry. It signifies that our water pumps have undergone rigorous testing for electromagnetic compatibility (EMC), low voltage directives, and mechanical safety. By choosing a factory with existing CE credentials, procurement officers can bypass lengthy compliance testing and go straight to market integration.
As we look toward 2026 and beyond, the focus will shift toward "Smart Cooling." This involves water pumps that can communicate with a vehicle's Central Processing Unit via CAN-FD or LIN bus, providing diagnostic data that can predict failure before it happens. Our R&D team is currently focused on developing these next-generation AI-integrated pumps. By partnering with us, you are not just buying a pump; you are securing a technological edge in a competitive global market.
Beyond traditional automotive uses, our high-pressure 1.5kw and 2.5kw water pumps are finding new life in localized application scenarios such as 5G base station cooling, server farm thermal management, and agricultural irrigation automation. The versatility of our BLDC motor technology allows us to adapt to various flow rates and pressure heads, making us a one-stop-shop for global water pump factories and distributors.
In conclusion, the decision to Change The Water Pump supplier is a significant one. It requires a partner with 20 years of experience, a massive 35,000 sqm production base, and a portfolio of international patents. We invite global buyers to explore our factory and discover how our CE-certified solutions can drive your next innovation.














